ROLLER BORNISHING . WHAT AND HOW
(1) ROLLER BORNISHING . WHAT AND HOW
Roller Burnishing is a cold working operation. It removes no metal , but instead compresses or irons out the peaks of a metal surface into he valleys.
All machined surface Consists of a series of peaks and valleys of irregular height and spacing. As the rollers rotates, they cause the peaks of the metal to flow into the valleys. This plastic . deformation or cold working removes total marks surface irregularities, resulting in a low micro – inch finish .
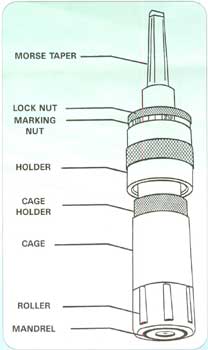
(2) ROLLER BURNISHING TOOLS
The roller Burnishing tool Consists of a series of tapered , highly polished and hardened rollers positioned in slots with-in a retaining cage. When a tool engages the work pieces a hardened mandrel inversely to the taper of rollers , forces them against the surface of the work piece.
(3) FEATURES OF BRIGHT SIGNET ROLLER BURNISHING TOOL :-
(a) SELF FEED DESIGN :-
The rollers axes are set at a slight helix angle to the axis Of the mandrel & work piece this angular relationship Causes the roller to move in a helical path around the Work pieces surface , there by establishing a self Feeding characteristic in the tool . This design in Optional since in is required , the tool is constructed With the rollers axes parallel to the mandral axis .
(b) CONSTANT DIAMETER :-
The interaction of the helix angle and inversely Tapered rollers and mandral creats the pressure Required for roller burnishing . The pressure is Generated because the mandrel tends to over take the Roller as the tool feeds along the work pieces . This Relationship between the roller and mandral . Since The roller and mandrel relationship is constant the Tool maintain a uniform diameter during its Complete pass .
(c) AXIAL AND RADIAL FLOAT :-
Radial float is provided to compensate for Misalignment of bore , axial float facilitates Easy removal of job after burnishing , since our Rollers, mandral are in taper , as soon as we Give float rollers become loose & component Can be taken out easily .
ADVANATAGES OF ROLLER BURNISHING :-
( a ) SAVES TIME & MONEY : - On most regular applications , roller Burnishing eliminates the need for grinding and honing which is expensive as well as time consuming process. It is no longer necessary to use honing or grinding or other second operations to obtain a high-quality finish . These tools can be mounted on any standard Drill / Lathe or similar machines
(b) NO SKILLD LABOUR NEED :- You simply set the tool to the proper size and , in many instances turn out , hundreds of precision-finished parts , per hour. The tool can be machine fed or hand fed .
(c) IMPROVES PHYSICALS PROPERTIES :- Cold rolling condenses the grain structure of metal , production a hard , corrosion resistant , long –wearing surface entirely
Free of abrasive grit and metal particles . The smoothness of this surface can add considerable service life to O-ring and seals used in pumps , cylinders and valves .
(d) MIRROR FINISH & ACCURATE SIZE :- Roller Burnishing imports a high finish to any machinble metal . Surfaces that are bored , reamed or turned up to 3 micron Ra or more can be finished to 0.05 to 0.2 micron Ra. And accurate size within very close tolerances in single pass.
(e) ADJUUSTABLE SETTINGS :- Burnishing tools for blind bore and smaller sizes have a ( 0.40mn ) adjustment range . Burnishing tools for thru bore and larger size have + 1 mm adjustment BRIGHT SIGNET tools match in micron specification and compensate for wear on mandrel and rollers .
LUBRICATION :-
Use any standard grade of light weight , low- viscosity lubricating oil for most metals . For alluminum or magnesium alloys , a highly-refined paraffin based oil of low viscosity will work well Cast iron can be roller burnished without Lubrication . Water soluble lubricants are acceptable .
IMPORTANT :-
Any lubricant used should b filtered . Without filtration chips or particles flushed into the area to be burnished can distort the bore and mar the fine finish. The lower the required micro finish , the more important it is to filter the lubricant .
MAINTENANCE :-
When properly used , the BRIGHT SIGNET Roller Burnishing tool requires only routine maintenance-roller , cage and mandrel should be examined at regular intervals and replace when necessary . It is always advisable to replace a complete set of set of rollers are operated simultaneously. Under normal operation conditions , cages are not subject to severe strain . If the tools is not to be used for an extended period , dip it in oil and wrap in wax paper or similar protective material to prevent
rusting .
HOW TO USE BURNISHING TOOL
BRIGHT SIGNET Roller burnishing tools are precision- built to provide continuous trouble free service when used properly for the work they have been designed to do . They merit the same care and attention as any precision tool.
Mount the taper shank of burnishing tool on Drill / Lathe or any SPM M/ C , Rotate the holder by unscrewing the locknut such that the cage of the tool goes sliding (little tightfit)
In the component which is to be burnished . Now Rotate holder of tool in anty -clockwise to increase size of tool , move the mark on holder against marking nut by 3 to 4 div ( 1 div = 0.002 mm ) . Now again tighten the nut & burnish . If the burnishing is still not good , repeat the proceed till you achieve good finish and correct size . When the tool is properly set should achieve desired finish with a single pass .